The global disposable medical swab market has undergone a seismic shift in the last decade. No longer considered a "commodity," the humble swab is now recognized as a critical link in the diagnostic chain. From molecular biology and forensics to cleanroom maintenance and infectious disease screening, the precision of a swab directly impacts the accuracy of laboratory results.
Current industry data suggests that the demand for high-performance flocked swabs—which offer a 90% release rate of collected specimens compared to traditional cotton swabs—is growing at a CAGR of 6.5%. As a leading China manufacturer, we are at the forefront of this technological shift, utilizing medical-grade nylon and polyester materials to ensure maximum sample absorption and elution.

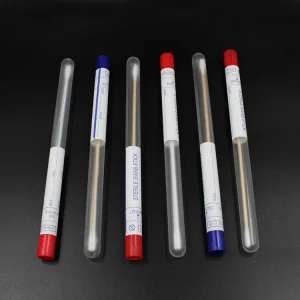
Unlike traditional wrapped swabs, our flocked swabs use electrostatic charging to attach millions of nylon microfibers vertically. This creates a brush-like structure that enhances both sample collection and the rapid release of specimens into transport media.
To ensure total reliability, our China-based factories employ fully automated assembly lines. This minimizes human contact, ensuring that every sterile disposable swab meets the rigorous requirements of ISO 13485 and CE standards.
The rise of rapid diagnostic tests (RDTs) for Flu, Strep, and Respiratory viruses has increased the demand for customized swab kits. We specialize in providing the complete solution: swab, VTM tube, and secondary packaging.

Global medical distributors and government procurement agencies require more than just a product; they require supply chain resilience and regulatory transparency. As a premier manufacturer in China, we understand that reliability is non-negotiable.
Used in hospitals and laboratories worldwide for DNA collection, respiratory virus testing, and bacterial cultures. Our swabs ensure high-integrity samples from nasopharyngeal and oropharyngeal areas.
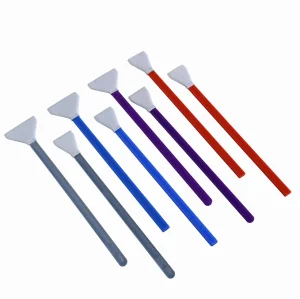
Specifically designed for the semiconductor and electronics industries, our polyester and foam swabs are used to clean delicate components without leaving lint or residues.
Sterile, DNA-free swabs are essential for crime scene investigations. We provide certified DNase/RNase-free products to ensure the chain of custody remains untainted.
In food production and pharmaceutical plants, our swabs are used for surface testing to detect pathogens like Listeria or Salmonella, ensuring public safety.
We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of "quality first, customer foremost," we have earned the trust and recognition of clients across international medical markets.
Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.
Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.
As a professional medical device supplier based in China, we adhere to the philosophy of "Quality First, Customer Supreme." Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide.