The global sterile medical consumables industry is currently undergoing a transformative phase, driven by the increasing complexity of surgical procedures and a heightened focus on infection prevention. In the post-pandemic era, hospitals and healthcare systems worldwide have shifted their procurement strategies from "just-in-time" to "just-in-case," creating a sustained demand for high-quality, reliable medical disposables.
From the bustling healthcare markets of North America and Europe to the rapidly expanding medical sectors in Asia-Pacific and the Middle East, the requirement for 100,000-grade cleanroom manufactured products is no longer an option—it is a mandatory standard. As a professional sterile medical consumables manufacturer, we recognize that the industry is not just about manufacturing; it's about life-saving reliability. The market is projected to grow significantly as aging populations require more chronic care and surgical interventions, particularly in fields like hemodialysis and cardiovascular surgery.
The global disposable medical supplies market is expected to reach over $400 billion by 2030, with sterile consumables leading the growth curve.
Stricter regulations like the EU MDR and FDA 510(k) are raising the barrier for entry, favoring established manufacturers with robust quality systems.
Emerging economies are investing heavily in hospital infrastructure, leading to a surge in demand for basic to advanced sterile kits.
Modern medical manufacturing is shifting towards AI-integrated production and sustainable practices. We are seeing a move away from bulk packaging towards procedure-specific sterile packs (Customized Procedure Trays - CPTs), which reduce prep time in the OR and minimize waste. Furthermore, the development of biodegradable materials for non-invasive consumables is gaining traction as hospitals look to reduce their environmental footprint without compromising patient safety.
Another critical trend is the integration of "Smart Logistics" and RFID tracking in sterile packaging. This allows hospitals to monitor the shelf-life and sterilization integrity of every item in real-time, ensuring that no expired or compromised product ever reaches the sterile field.
We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of “quality first, customer foremost,” we have earned the trust and recognition of clients across international medical markets.

Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.

Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.
As a professional medical device supplier based in China, we adhere to the philosophy of “Quality First, Customer Supreme.” Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide.
Medical buyers today face numerous challenges, from supply chain disruptions to varying international regulatory standards. When sourcing sterile medical consumables, procurement officers look for three main factors: Traceability, Compliance, and Continuity.
Detailed documentation including CE, ISO, and FDA registrations is mandatory. Our factory provides full technical files and COA (Certificate of Analysis) for every batch.
Maintaining the same quality in the 1,000,000th unit as the first. Our automated production lines ensure minimal human error and maximum precision.
Optimizing the balance between high-end medical grade materials and competitive pricing to help hospitals manage their budgets effectively.
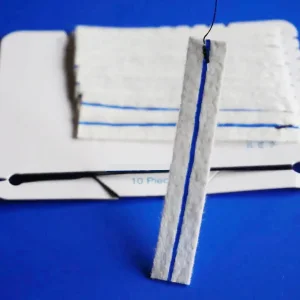
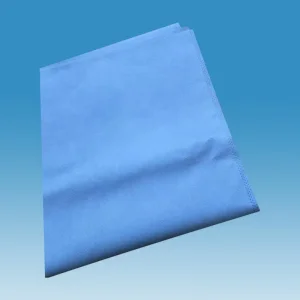
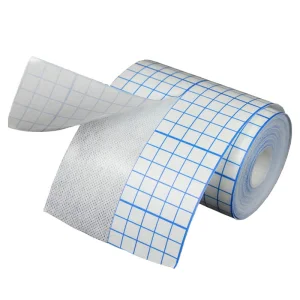
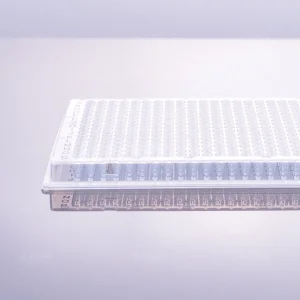
Our sterile consumables are engineered for specific medical environments, ensuring that practitioners have the right tools for every scenario:
As a leading China-based sterile medical consumables manufacturer, we offer unique advantages that Western counterparts often cannot match:
From raw material sourcing (medical-grade PP, non-woven fabrics) to EO sterilization, every step is vertically integrated locally, reducing lead times.
We can rapidly prototype and customize products (OEM/ODM) to meet specific surgical requirements or regional hospital preferences.
Proximity to major global shipping ports allows for efficient international distribution and lower landed costs for our partners.