The global Immunoassay Testing Systems market is witnessing an unprecedented CAGR of 6.5%. From oncology to infectious disease screening, these systems are the backbone of modern In-Vitro Diagnostics (IVD).
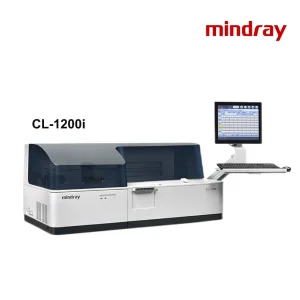
We are transitioning from traditional ELISA to high-throughput Chemiluminescence Immunoassay (CLIA), offering higher sensitivity and faster turnaround times for critical patient care.
Global laboratory managers are prioritizing "Cost-per-Test" efficiency and system integration. Automation is no longer a luxury but a necessity for scaling healthcare infrastructure.
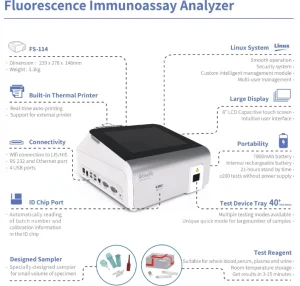
As a leading Immunoassay Testing Systems Factory, we understand that the modern clinical environment requires more than just hardware. The industry is moving toward Point-of-Care Testing (POCT) and integrated laboratory automation. Large-scale hospitals in Europe and North America demand seamless LIS (Laboratory Information System) integration, while emerging markets in SE Asia and Africa focus on robust, low-maintenance, and cost-effective solutions.
Our role as a supplier is to bridge this gap by providing professional-grade diagnostic equipment—from Roche and Abbott grade analyzers to specialized portable systems—ensuring that every laboratory, regardless of its size, has access to reliable diagnostic power.
Utilizing state-of-the-art production lines in China to maintain high quality while optimizing production costs for our global partners.
All our immunoassay systems adhere to ISO 13485 and CE standards, guaranteeing safety for operators and accuracy for patients.
Our logistics network ensures consistent delivery of sensitive reagents and system components, even in complex international trade climates.
Immunoassay testing is not a one-size-fits-all solution. Our product range covers various clinical scenarios:

Our R&D cycles are 40% faster than traditional Western manufacturers, allowing us to integrate the latest AI-driven diagnostic software into our hardware quickly.
From the analyzer itself to the specialized "Preclean" solutions for Roche systems, we provide a complete ecosystem, reducing your procurement complexity.
By leveraging the "Lean Manufacturing" philosophy mentioned in our core values, we deliver premium performance at a price point that empowers healthcare expansion.

We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of “quality first, customer foremost,” we have earned the trust and recognition of clients across international medical markets.
Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.
Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.
As a professional medical device supplier based in China, we adhere to the philosophy of “Quality First, Customer Supreme.” Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide.