The global laboratory consumables market is experiencing unprecedented growth, projected to reach multi-billion dollar valuations by 2030. This expansion is fueled by the rising prevalence of chronic diseases, a surge in genomic research, and the massive scale-up of diagnostic testing worldwide.
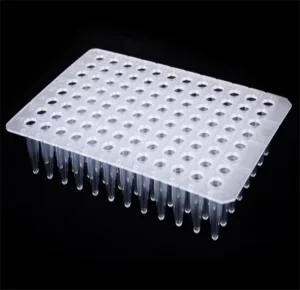
Pharmaceutical and biotechnology companies are investing heavily in drug discovery. High-quality consumables like sterile pipette tips, cell culture plates, and PCR tubes are no longer just commodities; they are critical components that ensure the integrity of experimental data.
Post-pandemic, the industry has shifted from a "just-in-time" to a "just-in-case" inventory model. Global procurement managers are seeking reliable manufacturers capable of providing consistent quality with high-volume output to mitigate supply chain disruptions.
Modern laboratories are moving toward total automation. We design our consumables—such as deep-well plates and robotic pipette tips—to be 100% compatible with leading liquid handling systems like Tecan, Hamilton, and Beckman Coulter.
Eco-friendly initiatives are pushing manufacturers to explore bio-based plastics and recyclable materials. Reducing the carbon footprint of disposable lab products is a top priority for 2024 and beyond.
With the rise of microfluidics and "Lab-on-a-Chip" technologies, there is an increasing demand for micro-volume consumables that provide high sensitivity while using minimal reagents.
For international buyers, selecting the right partner involves more than just comparing price lists. It requires a deep dive into Experience, Professional Expertise, and Authority. Here is how we meet the stringent demands of the global market:
All laboratory products must adhere to ISO 13485 standards. Our manufacturing processes ensure that every batch of filtered pipette tips and cryogenic vials are DNase, RNase, and Pyrogen-free.
From University Research Labs in Europe to Clinical Diagnostic Centers in North America, we understand the specific nuances of local regulations and application requirements.
We provide tailored solutions for specialized research needs, including custom molding, private labeling, and specific packaging configurations for large-scale distributors.

As a professional medical device supplier based in China, we leverage advanced manufacturing clusters and lean production techniques. Our advantages include:
We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of "quality first, customer foremost," we have earned the trust and recognition of clients across international medical markets.
Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.

Our modern facility adheres to the philosophy of “Quality First, Customer Supreme,” backed by lean manufacturing capabilities and strict quality control systems.