The global Clinical Research Products industry is currently undergoing a transformative shift, driven by the rapid integration of artificial intelligence, high-throughput automation, and the increasing demand for precision medicine. As a primary China Wholesale Clinical Research Products Factory, we recognize that clinical diagnostics are no longer just about testing; they are about providing data-driven insights that save lives.
The global market for clinical research equipment is projected to grow significantly as emerging economies invest heavily in healthcare infrastructure and advanced laboratory capabilities.
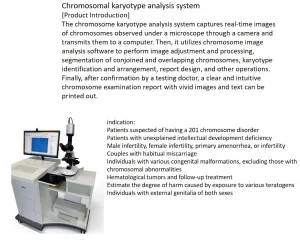
AI-powered morphology analysis and automated karyotyping (such as our chromosome analysis systems) are reducing human error and increasing diagnostic speed by over 40%.
Research products are shifting toward molecular diagnostics and genetic testing, requiring higher resolution imaging and more sensitive detection reagents.
Today, laboratories worldwide—from Tier-1 research hospitals in Europe to community clinics in Southeast Asia—require equipment that balances high precision with cost-effectiveness. The procurement needs have shifted toward "Smart Labs" where every biochemical analyzer and centrifuge is part of a connected ecosystem. As an established supplier, our expertise lies in bridging the gap between high-end R&D requirements and the practical constraints of global distribution.
Sourcing from a professional China Clinical Research Products Supplier offers unique advantages that go beyond just manufacturing costs. Our ecosystem provides a comprehensive integration of technology and logistics.
Chinese factories are situated in global manufacturing hubs where every component—from high-resolution optical lenses for microscopes to complex reagents for ELISA kits—is sourced locally. This reduces lead times and ensures quality control at every micro-step.
We invest 15% of our annual revenue into R&D. This allows us to iterate on products like the Bone Marrow Cell Morphology Analysis System faster than competitors, integrating the latest digital imaging sensors and AI algorithms as soon as they become available.
Our commitment to "Quality First" is not just a slogan. Our products undergo multi-stage testing, adhering to CE, FDA, and ISO 13485 standards. We understand that in clinical research, a 0.1% error margin can have significant consequences.
High-throughput automated biochemical analyzers and blood culture systems are essential for handling thousands of samples daily in urban hospitals, ensuring rapid patient turnaround.
Our Portable Blood Chemistry Analyzers and low-speed centrifuges are designed for durability and ease of use in areas with limited infrastructure, providing critical data where it's needed most.
The rise in pet healthcare and livestock management has increased demand for specialized Veterinary Blood Chemistry Analyzers, a niche where our equipment excels in precision and multi-species calibration.

We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of “quality first, customer foremost,” we have earned the trust and recognition of clients across international medical markets.

Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.
Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.
As a professional medical device supplier based in China, we adhere to the philosophy of “Quality First, Customer Supreme.” Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide.
Looking forward, the clinical research industry is heading toward total digitalization. Equipment like the Rayto Rt-9200 and Mindray BS280 are just the beginning. The next decade will see:
By choosing us as your factory partner, you are aligning with a supplier that is already developing these future-proof technologies. We ensure that our wholesale partners are always one step ahead of the market curve.