In the modern era of healthcare, Clinical Test Automation has transitioned from a luxury to an absolute necessity. The global In-Vitro Diagnostics (IVD) market is witnessing a seismic shift, driven by the increasing prevalence of chronic diseases, an aging global population, and the urgent need for faster, more accurate diagnostic results. As of 2024, the automation sector within clinical laboratories is projected to reach unprecedented valuation, with a significant Compound Annual Growth Rate (CAGR) reflecting the industrialization of healthcare diagnostics.
Leading medical institutions in North America, Europe, and the Asia-Pacific region are increasingly seeking Total Lab Automation (TLA). This involves integrating pre-analytical, analytical, and post-analytical phases into a seamless, robotically controlled workflow. Our role as a premier China-based manufacturer is to bridge the gap between high-end technological requirements and cost-effective scalability, ensuring that even mid-sized laboratories can access cutting-edge automation.
Traditional morphology analysis requires hours of manual microscopic labor. Modern trends focus on AI algorithms that can identify abnormal cells in bone marrow and blood smears with speed and precision that surpasses manual scanning, reducing human fatigue and error.
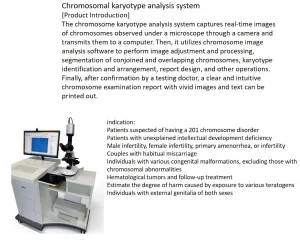
The convergence of clinical chemistry and molecular diagnostics is a key trend. Equipment such as our Chromosome Karyotype Analysis System integrates FISH and CGH molecular techniques with digital imaging for comprehensive genetic insights.
Point-of-Care Testing (POCT) is no longer isolated. The trend is toward "Connected POCT," where portable analyzers automatically sync data with Hospital Information Systems (HIS), ensuring real-time patient monitoring.
Procurement officers and medical distributors today are not just looking for a product; they are looking for Reliability and Regulatory Compliance. Whether it is a government hospital in Southeast Asia or a private research clinic in South America, the demands remain consistent: CE/FDA certifications, low maintenance costs, and high throughput.
Our manufacturing facility in China addresses these localized application scenarios by offering modular designs. For instance, a small clinic might prioritize a benchtop analyzer like the Mindray BS280 or a portable blood chemistry system, whereas a large regional hospital would require our fully automated 200 tests/hour biochemical machines. We specialize in tailoring our export packages to include the necessary reagents, consumables, and after-sales support training required for local technicians.

We leverage China's world-class industrial supply chain to source high-precision optical and electronic components, allowing us to maintain a "Quality First" approach while remaining competitive in global pricing.
Our dedicated R&D team continuously updates software and hardware to meet evolving clinical standards. We offer OEM/ODM services, allowing global partners to localize equipment according to their market's specific branding and linguistic needs.
Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation.
We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of "quality first, customer foremost," we have earned the trust and recognition of clients across international medical markets. Our experienced foreign trade team enables us to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.

As a professional medical device supplier based in China, we adhere to the philosophy of "Quality First, Customer Supreme." Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide. Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards.
As a global leader in Clinical Test Automation Manufacturing, we understand that every slide, every sample, and every result represents a patient's life. Our expertise is grounded in years of collaboration with clinical pathologists and laboratory scientists to refine the user interface and diagnostic accuracy of our machines.
Our commitment to E-E-A-T principles means:
Choosing us means choosing a partner dedicated to the future of healthcare. We invite distributors and medical institutions to explore our comprehensive catalog and experience the precision of China's premier diagnostic manufacturing.