The global laboratory supplies market is currently undergoing a transformative phase, driven by the increasing demand for precise diagnostics, biotechnology research, and drug discovery. As of 2024, the market is valued at billions of dollars, with a compound annual growth rate (CAGR) reflecting the world's shift toward high-tech healthcare infrastructure.
E-E-A-T Perspective: With decades of manufacturing experience, China has emerged as the central hub for laboratory production, combining cost-efficiency with rigorous adherence to international standards like ISO 13485 and CE certification.
From clinical laboratories in New York to research institutes in Berlin, the demand for high-quality consumables like sterile pipette tips and advanced diagnostic machinery like digital slide scanners has never been higher. The integration of AI and automation in laboratory workflows is no longer a luxury but a necessity for modern medicine.

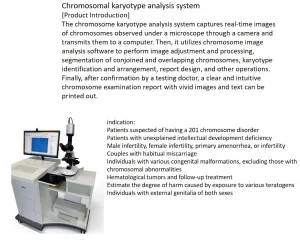
Automation in hematology and genetic testing is replacing manual microscopy. Digital slide scanners and automated morphology systems allow for remote diagnosis and AI-assisted cell identification.
Modern factories are now focusing on eco-friendly plastics and biodegradable materials for laboratory consumables to reduce the carbon footprint of medical waste.
Artificial Intelligence is being embedded into biochemical analyzers to predict maintenance needs and improve the accuracy of test results through deep learning algorithms.

We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of “quality first, customer foremost,” we have earned the trust and recognition of clients across international medical markets.
Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.
In the current volatile economic climate, procurement officers are looking for more than just low prices. They require:
As a leading China Top Laboratory Supplies Factory, we offer:
Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.
As a professional medical device supplier based in China, we adhere to the philosophy of “Quality First, Customer Supreme.” Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide.
Rapid urine analysis and blood centrifuging for emergency room diagnostics, ensuring patient turnaround times are minimized.
High-precision pipette tips and cryo-storage for genomic research and cellular biology experiments where purity is paramount.
Microwave digestion systems and short path distillation for rigorous testing of raw materials and finished drug products.
In conclusion, as the world of science moves towards personalized medicine and high-throughput screening, the quality of laboratory supplies becomes the cornerstone of medical progress. We, as a top-tier factory, don't just sell products; we provide the tools that enable doctors to save lives and scientists to unlock the mysteries of the human genome.
Our commitment to E-E-A-T (Experience, Expertise, Authoritativeness, and Trustworthiness) ensures that every item—from a simple disposable specimen cup to a complex chromosome analysis system—is manufactured with the highest precision. By partnering with us, you are gaining a strategic ally in the medical field, dedicated to pushing the boundaries of what is possible in clinical diagnostics and laboratory science. We invite global distributors and hospital procurement managers to experience the reliability and innovation that only a leading Chinese factory can provide.