The global clinical sample storage market is undergoing a profound transformation. As precision medicine and personalized therapy become the standard of care, the integrity of biological specimens—such as blood, tissue, DNA, and bone marrow—has become the "gold standard" for diagnostic accuracy. Today, biobanking is not merely about "freezing samples"; it is an integrated ecosystem involving Cold Chain Logistics, IoT-based monitoring, and automated retrieval systems.
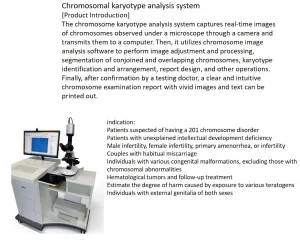
From North America to Europe and the emerging markets in Asia-Pacific, healthcare institutions are prioritizing the long-term preservation of clinical samples. The demand for high-resolution imaging in hematology and genetic testing, as seen in our Bone Marrow Morphology Analysis Systems, underscores the need for samples that are stored with zero degradation. As a leading China factory, we are at the forefront of this industrial shift, providing the physical storage infrastructure and the diagnostic tools required to analyze them.
Utilizing advanced PU insulated sandwich panels and low-temperature water-cooled condensing units to ensure absolute temperature stability for sensitive clinical reagents.
The rise of digital pathology requires samples to be digitized via high-resolution microscopy and stored in cloud-based genetic databases for global collaboration.
Global procurement now demands strict adherence to ISO 13485 and CE certifications. Our storage solutions meet the most rigorous international medical standards.
The industry is moving toward Automation and Artificial Intelligence. Gone are the days of manual sample logging. Modern clinical laboratories require "Smart Storage" where every vial is RFID-tagged and its temperature history is recorded on a blockchain for total traceability. We are seeing a massive surge in demand for Automated Chemistry Analyzers and Blood Culture Systems that can interface directly with storage units to streamline the workflow from sampling to result.
Furthermore, the Decentralization of Diagnostics is a key trend. Portable equipment, such as our Pointcare M4 Blood Chemistry Analyzers, allows for clinical-grade testing in remote areas. However, this creates a challenge for localized storage. Our "Cold Room" and "Chiller" modules are designed to be modular and scalable, making them ideal for small clinics in Africa, large research hospitals in the Middle East, or mobile diagnostic labs in South America.

Our Integrated Global Supply Chain & Manufacturing Headquarters
A single degree of temperature fluctuation can destroy years of clinical research or lead to a misdiagnosis in a critical HIV test. As professional manufacturers, we specialize in Low Temperature Water Cooled Condensing Units that provide redundant cooling power, ensuring that even in the event of a power surge, your clinical samples remain protected.
We leverage China's advanced industrial ecosystem to provide high-end medical devices at competitive price points without compromising on clinical accuracy.
Our experienced foreign trade team understands regional regulations, from FDA requirements to CE marks, ensuring smooth customs clearance and localized support.
We are a true one-stop supplier. From PU insulated panels for cold rooms to the biochemical analyzers that process the samples, we provide the full chain of care.
We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of “quality first, customer foremost,” we have earned the trust and recognition of clients across international medical markets.
Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.

Whether it is a Public Health Laboratory in Southeast Asia requiring Biobase ELISA HIV Kits, or a High-End Research Center in Europe needing Chromosome Karyotype Analysis Systems, our solutions are adaptable. In localized scenarios, we focus on durability. For instance, in tropical climates, our refrigeration units are built with enhanced anti-corrosion materials and high-efficiency compressors to combat humidity and heat.
As a professional medical device supplier based in China, we adhere to the philosophy of “Quality First, Customer Supreme.” Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide. Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.