The global Clinical Test Kits market is experiencing an unprecedented evolution, driven by the increasing prevalence of chronic and infectious diseases worldwide. As a cornerstone of modern medicine, In-Vitro Diagnostics (IVD) account for nearly 70% of clinical decision-making. Today's industrial status is defined by a shift from centralized hospital testing toward decentralized, rapid, and high-precision diagnostic tools. From Rapid HIV Test Kits to advanced Biochemical Analyzers, the demand for reliable clinical data is the heartbeat of global healthcare efficiency.
Major economic regions, including North America, Europe, and Asia-Pacific, are heavily investing in laboratory infrastructure. The integration of AI and automation in equipment like the Bone Marrow Cell Morphology Analysis System has set new benchmarks for diagnostic speed and accuracy, reducing human error and empowering clinicians with actionable insights in real-time.
The move toward home-based and bedside testing is skyrocketing. Our range of HIV urine reagent kits and portable chemistry analyzers meet this demand for immediate results without compromising laboratory standards.
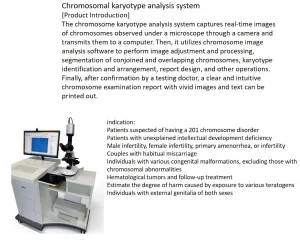
Digital pathology and automated imaging systems, such as chromosome karyotype analysis, are revolutionizing genetic testing by utilizing machine learning for faster pattern recognition.
Modern factories are now focusing on bio-degradable sample collection kits and low-reagent-consumption analyzers to minimize the environmental footprint of medical waste.
Increased sensitivity for detecting infectious diseases like Malaria or viral pathogens at a molecular level is becoming the global standard for early intervention programs.
For international distributors and hospital procurement officers, the criteria for selecting a Clinical Test Kit Factory have become more stringent. It is no longer just about the price; it is about the "Total Quality Management" ecosystem.
As a premier medical device supplier based in China, we leverage the world's most robust industrial ecosystem to offer unmatched value to our global partners.
Our facilities allow for mass production of items like HIV Rapid Test Kits and Sterile Sample Kits, ensuring competitive pricing through economies of scale.
China is now a global hub for biotech innovation. We integrate the latest optical imaging and biochemical sensors into our laboratory equipment, rivaling Western counterparts in performance.
Strategically located near major ports, we offer optimized shipping routes that reduce transit times and costs for distributors in Africa, Europe, and the Americas.
We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of “quality first, customer foremost,” we have earned the trust and recognition of clients across international medical markets.

Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.

Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support. Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide.