In the contemporary healthcare landscape, the demand for sterile medical supplies has transcended basic utility. It now demands a synthesis of advanced material science, rigorous regulatory compliance, and unmatched supply chain transparency. As a premier manufacturer, we redefine the standard for medical consumables and diagnostic equipment through E-E-A-T principles.
The industry is shifting toward sustainable sterilization (E-beam vs EtO) and the integration of IoT-enabled smart packaging. We are leading the transition by adopting eco-friendly polymers that maintain 5-year shelf-life sterility without compromising patient safety.
Global enterprises are moving away from "just-in-time" to "just-in-case" sourcing. Our factory provides Supply Chain Resilience, ensuring that hospital groups in Europe, North America, and SE Asia receive consistent, high-volume deliveries regardless of global logistics volatility.
Our facility utilizes AI-driven quality control and automated cleanroom environments (Class 100,000). This "Factory 4.0" approach ensures every batch of IVD kits and biochemistry analyzers meets the 0.1% defect tolerance required by clinical laboratories.
We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of “quality first, customer foremost,” we have earned the trust and recognition of clients across international medical markets.
Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.


Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations (including MDR/IVDR compliance), and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.
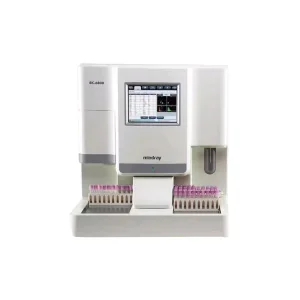
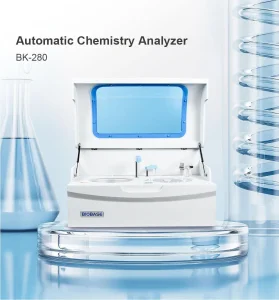
For high-throughput labs, our Hitachi 7180 and Biobase Biochemistry Analyzers provide the precision needed for critical diagnostic decisions. Our IVD reagents are optimized for varying environmental conditions, ensuring stability from tropical clinics to arctic research stations.
Patient dignity and safety are paramount. Our 2000ml Urine Drainage Bags feature anti-reflux valves and needle-free sampling ports to minimize Catheter-Associated Urinary Tract Infections (CAUTI), a key metric for modern hospital quality ratings.
The PVD Magnetron Sputtering Systems enable ultra-high resolution SEM imaging. By providing a uniform conductive coating, researchers can analyze biological samples with unprecedented clarity, bridging the gap between clinical observation and molecular discovery.




As a professional medical device supplier based in China, we adhere to the philosophy of “Quality First, Customer Supreme.”
We utilize multi-layer medical-grade Tyvek and PE packaging validated through ISO 11607 standards. Our "Double-Barrier" system ensures that even if the outer carton is compromised, the primary sterile barrier remains intact during sea or air freight.
Yes, our fully automatic biochemistry analyzers and chemiluminescence systems come with bi-directional RS232 and Ethernet interfaces, supporting HL7 protocols for seamless integration into modern digital hospital infrastructures.
Efficiency and Traceability. Our automated lines reduce human error by 99%, and every product unit carries a unique UDI (Unique Device Identification) code, allowing for instant recall management and inventory tracking across your entire distribution network.
Absolutely. We offer comprehensive private labeling services, from custom packaging design to material specification adjustments, ensuring the products align perfectly with your local brand's market positioning.