 Stable Real-Time Fluorescent Nucleic Acid Chip Testing Equipment
Stable Real-Time Fluorescent Nucleic Acid Chip Testing Equipment
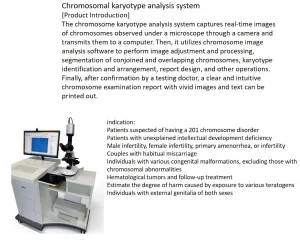 Chromosome Karyotype Analysis System Automated Digital Genetic Testing Equipment for Clinical Laboratory with High Resolution Imaging and Fish Cgh Molecular
Chromosome Karyotype Analysis System Automated Digital Genetic Testing Equipment for Clinical Laboratory with High Resolution Imaging and Fish Cgh Molecular
 Medical Equipment Antimicrobial Susceptibility Testing System
Medical Equipment Antimicrobial Susceptibility Testing System
 Biobase Hormone Testing Poct System Fluorescence Immunoassay Analyzer for Lab
Biobase Hormone Testing Poct System Fluorescence Immunoassay Analyzer for Lab
 Biobase Fluorescence Immunoassay Analyzer Fluorescence Immunoassay Analyzer Hormone Testing Analyzer
Biobase Fluorescence Immunoassay Analyzer Fluorescence Immunoassay Analyzer Hormone Testing Analyzer
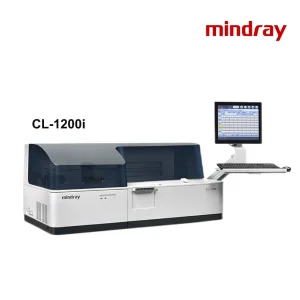 Mindray CL-1200i Immunoassay Analyzer, Immunoanalyzer, Clia Chemiluminescence Testing System
Mindray CL-1200i Immunoassay Analyzer, Immunoanalyzer, Clia Chemiluminescence Testing System
 Laboratory Testing Equipment Automatic Electrolyte Analyzer Machine Portable Medical ISE Serum Blood Gas Electrolyte Analyzer
Laboratory Testing Equipment Automatic Electrolyte Analyzer Machine Portable Medical ISE Serum Blood Gas Electrolyte Analyzer
 Portable Blood Immunoassay System for Quantitative Luminescence Testing
Portable Blood Immunoassay System for Quantitative Luminescence Testing
The global testing equipment industry is currently undergoing a radical transformation driven by the integration of AI, IoT, and high-precision sensors. As healthcare systems worldwide face increasing pressure to provide rapid and accurate diagnostics, the demand for Custom OEM testing equipment has soared. From decentralized clinics in emerging markets to high-tech laboratories in North America and Europe, the need for reliable, scalable, and compliant diagnostic tools is the cornerstone of modern medicine.
Global Market Value
Annual Growth Rate
Countries Served
Certified Quality
In this competitive landscape, being a Testing Equipment Factory means more than just mass production. It requires a deep understanding of E-E-A-T principles—Experience in engineering, Expertise in clinical applications, Authoritativeness in international certifications (FDA, CE, ISO), and Trustworthiness in long-term supply chain stability. As a premier Chinese manufacturer, we bridge the gap between high-end innovation and cost-effective scalability.
There is a significant shift toward Point-of-Care Testing (POCT). Our portable immunoassay and electrolyte analyzers allow for "at-the-bedside" results, reducing turnaround time from hours to minutes.
Intelligent algorithms are now used for karyotype analysis and microbial identification, significantly reducing human error and increasing lab throughput.
Modern testing equipment is no longer isolated. Data synchronization with hospital LIS/HIS systems ensures seamless patient management and remote diagnostics.
International distributors and healthcare groups often require equipment that fits specific local regulations or unique branding requirements. Our OEM testing equipment services offer end-to-end customization, including:
Whether it's a fluorescence immunoassay analyzer for a private clinic network in Southeast Asia or a high-capacity hematology analyzer for a European research hospital, our engineering team ensures that every unit meets the stringent performance benchmarks expected by global buyers.
China has evolved from a global factory to a global innovation hub for medical technology. Our facility leverages the world's most complete electronics and medical supply chain, which translates to several key advantages for our partners:
We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of “quality first, customer foremost,” we have earned the trust and recognition of clients across international medical markets.

Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.

Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.
As a professional medical device supplier based in China, we adhere to the philosophy of “Quality First, Customer Supreme.” Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide.
 Advanced Immunoassay Testing Device for Rapid Chemiluminescence Analysis
Advanced Immunoassay Testing Device for Rapid Chemiluminescence Analysis
 Mindray Bc-30 Vet Hematology Analyzer Machine Animal Blood Testing Machine 5 Part Veterinary Blood Test Machine
Mindray Bc-30 Vet Hematology Analyzer Machine Animal Blood Testing Machine 5 Part Veterinary Blood Test Machine
 Yste-Fia01 Medical Equipment Immunoassay Analyzer Poct System
Yste-Fia01 Medical Equipment Immunoassay Analyzer Poct System
 Microbiology Laboratory Microbial ID and Ast System Microbial Detection Instrument Antibiotic Susceptibility Testing Instrument
Microbiology Laboratory Microbial ID and Ast System Microbial Detection Instrument Antibiotic Susceptibility Testing Instrument
 Electric Centrifuge Equipment for Pulp and Paper Industry/ Laboratory Auxiliary Test Equipment / Small Centrifugal Dryer
Electric Centrifuge Equipment for Pulp and Paper Industry/ Laboratory Auxiliary Test Equipment / Small Centrifugal Dryer
 Rayto Rt-9200 Clinical Lab Bio Biochemical Analyzer High-Precision Lab Testing Equipment Semi-Auto Blood Chemistry Analyzer
Rayto Rt-9200 Clinical Lab Bio Biochemical Analyzer High-Precision Lab Testing Equipment Semi-Auto Blood Chemistry Analyzer
 Lsn-Dm0511 Efficient Biomedical Centrifuge 5 1kgs Low Speed Lab Equipment
Lsn-Dm0511 Efficient Biomedical Centrifuge 5 1kgs Low Speed Lab Equipment
 Superior Quality Medical Diagnostic Testing Ctni Rapid Device Reagent Test Kit
Superior Quality Medical Diagnostic Testing Ctni Rapid Device Reagent Test Kit
Our testing equipment is engineered to perform in diverse environmental conditions. In localized application scenarios, we have successfully deployed:
High-resolution imaging for genetic testing and automated immunoassay systems for rapid patient screening and monitoring.
Specialized animal blood testing machines like the Mindray BC-30 Vet, designed for multi-species hematology analysis.
Testing equipment for the pulp and paper industry, including specialized centrifuges for quality control in manufacturing processes.
Portable ISE blood gas analyzers and rapid test kits for use in ambulances or remote health camps where infrastructure is limited.
As a trusted testing equipment supplier, we understand that reliability is not negotiable. Every product we ship is a testament to our expertise and a tool that helps clinicians save lives. We invite global partners to explore our OEM capabilities and experience the difference of working with a factory that prioritizes precision, innovation, and customer success.