The global Clinical Laboratory Equipment market is undergoing a seismic shift. As healthcare systems worldwide face the dual challenges of aging populations and the need for rapid diagnostic response, the demand for high-precision, automated instruments has reached an all-time high. From large-scale central hospitals to remote community clinics, the ability to deliver accurate results in real-time is no longer a luxury—it is a standard of care.
Currently, the industry is valued at over USD 65 billion, with a projected compound annual growth rate (CAGR) of 6.5%. This growth is driven by significant investments in In-Vitro Diagnostics (IVD), molecular pathology, and the integration of artificial intelligence into daily workflows. As a leading manufacturer based in China, we are at the epicenter of this industrial evolution, bridging the gap between high-end technological innovation and cost-effective production.
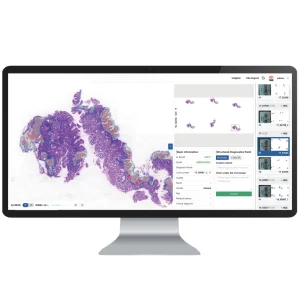
AI is transforming pathology and hematology. Systems like our Bone Marrow Cell Morphology Analysis leverage deep learning to identify abnormalities faster and more accurately than the human eye alone.
Factories are moving towards integrated modular systems where chemistry, immunology, and hematology are linked via a single track, reducing manual handling and error rates.
The decentralization of testing is a major trend. Handheld urine analyzers and portable biochemistry machines allow clinicians to make decisions at the patient's bedside.
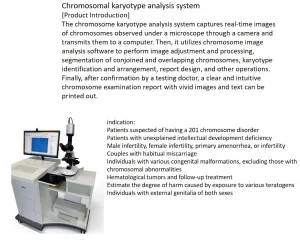
Advanced genetic testing and chromosome karyotype analysis are becoming routine, enabling customized treatment plans based on a patient's unique genetic profile.
When searching for the Top 10 Clinical Laboratory Equipment Manufacturers & Factories, procurement officers must look beyond brand names to evaluate E-E-A-T: Experience, Expertise, Authoritativeness, and Trustworthiness. The global market is dominated by giants such as Roche, Abbott, and Siemens, but the rise of Chinese manufacturing powerhouses like Mindray, Biobase, and our own specialized factory has redefined the value proposition.

Located in China's medical industrial heartland, we have immediate access to raw materials and electronic components, ensuring shorter lead times even during global logistics fluctuations.
We offer "Tier 1" technology at accessible pricing. Our automated biochemical analyzers provide the same precision as Western counterparts at a fraction of the total cost of ownership.
As a direct factory, we support localized application scenarios. Whether it's language localization on software or hardware modifications for specific climate conditions, we adapt to your market.
We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of “quality first, customer foremost,” we have earned the trust and recognition of clients across international medical markets.
Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.

Focus on high-throughput systems like the BK-200 or Mindray BS280 to handle thousands of samples daily with minimal human intervention.
Utilization of Digital Slide Scanners and AI-assisted pathology systems to enable remote consultations and ultra-high resolution imaging.
Deploying portable chemistry analyzers and handheld urine systems that are robust, easy to operate, and require minimal maintenance.
Adapting clinical laboratory equipment for the growing veterinary market, ensuring accurate results for animal healthcare providers.
As a professional medical device supplier based in China, we adhere to the philosophy of “Quality First, Customer Supreme.” Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide.
Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.