High-precision instrumentation for medical and industrial research excellence.
In the rapidly evolving sectors of clinical diagnostics, pharmaceutical development, and environmental science, Sample Management Systems have transitioned from simple storage solutions to complex, integrated ecosystems. Globally, the demand for biological and chemical sample integrity is at an all-time high. Companies across North America, Europe, and Asia-Pacific are investing heavily in automated workflows to minimize human error and maximize data reproducibility.
The global market for these systems is driven by the rise of personalized medicine and large-scale biobanking. Today, a sample is more than just a specimen; it is a data-rich asset that requires precise temperature control, automated tracking, and rigorous preparation. As a top China-based supplier, we recognize that our clients require systems that can handle high throughput while maintaining the strictest compliance with international regulatory bodies.
Shift towards AI-integrated LIMS (Laboratory Information Management Systems) and robotic sample handling to enhance laboratory efficiency.
Development of energy-efficient Stirling refrigeration units and eco-friendly cooling systems for ultra-low temperature storage.
Increased focus on ISO 15189 and CLIA certifications, requiring equipment to provide comprehensive audit trails.
We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of “quality first, customer foremost,” we have earned the trust and recognition of clients across international medical markets.
Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.

Procurement teams for multinational corporations and government health agencies prioritize three factors: reliability, scalability, and total cost of ownership (TCO). Our Sample Management Systems are engineered to provide localized benefits across various industrial settings. In North American pharmaceutical labs, the focus is on high-throughput digestion and rapid analysis. In Southeast Asian clinical markets, the emphasis shifts to robust disinfection and affordable diagnostic imaging.
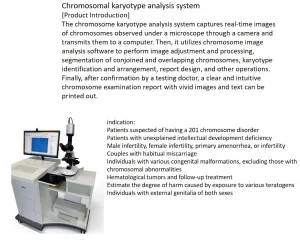
Clinical Laboratories: Our bone marrow morphology and chromosome analysis systems provide automated digital hematology solutions that reduce manual slide reading time by up to 60%. These systems are essential for hospitals dealing with high patient volumes, ensuring high-resolution microscope imaging and faster diagnosis.
Industrial Metallurgy: For heavy industry and material science, sample preparation requires vacuum pressure mounting and metallographic polishing. These systems ensure that samples are perfectly prepared for structural analysis, directly impacting the safety and quality of raw materials in aerospace and automotive manufacturing.
Advanced Refrigeration: With the rise of mRNA vaccines and sensitive biological reagents, laboratory-grade cooling has become critical. Our Stirling refrigeration units using helium coolant offer an environmentally friendly alternative to traditional compressors, providing ultra-stable temperatures for long-term sample preservation.

Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.
As a professional medical device supplier based in China, we adhere to the philosophy of “Quality First, Customer Supreme.” Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide.
Expertise, Innovation, and Reliability in Laboratory Logistics.
Our engineering team specializes in microwave chemistry and digital pathology, ensuring every piece of equipment meets the high technical threshold required for modern science.
From customizable AHU systems to specific digestion block configurations, we tailor our hardware to fit your laboratory's unique spatial and functional requirements.
We manage complex logistics including cold-chain requirements and hazardous material safety protocols, ensuring your systems arrive calibrated and ready for installation.
We provide remote technical support and localized service parts through our global network of distributors, maintaining the uptime of your critical laboratory infrastructure.
Complementary equipment for complete laboratory and medical facility management.
Our role as a top Sample Management System supplier in China extends beyond mere equipment sales. We provide the foundational technology that allows scientists to discover the next generation of vaccines, engineers to build safer structures, and doctors to provide life-saving diagnoses. By integrating AI-driven analysis, eco-friendly refrigeration, and high-throughput sample preparation, we are defining the future of laboratory workflows.