 High Quality Chiller /Cold Storage/New Refrigeration Units
High Quality Chiller /Cold Storage/New Refrigeration Units
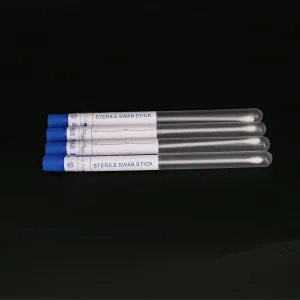 Hot Selling Sampling Swab Tube Nylon Nasopharyngeal Swab
Hot Selling Sampling Swab Tube Nylon Nasopharyngeal Swab
 Sonar System for Multiple Defect Pipeline Detection
Sonar System for Multiple Defect Pipeline Detection
 Laboratory Equipment Medical 300-4000rpm Low-Speed Centrifuge
Laboratory Equipment Medical 300-4000rpm Low-Speed Centrifuge
 Innovative Filtration Equipment for Medical Wastewater
Innovative Filtration Equipment for Medical Wastewater
 Sterile Laboratory Consumables for Accurate Blood Testing
Sterile Laboratory Consumables for Accurate Blood Testing
 8-Strip Tip Comb PP V-Bottom Deep Well Plate Lab
8-Strip Tip Comb PP V-Bottom Deep Well Plate Lab
 Factory Price Laboratory Incubator Biochemical BOD
Factory Price Laboratory Incubator Biochemical BOD
We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of “quality first, customer foremost,” we have earned the trust and recognition of clients across international medical markets.
In the specialized field of Electrophoresis Systems, we provide comprehensive OEM and ODM solutions tailored to the rigorous demands of modern proteomics and genomics. Our manufacturing facility serves as a backbone for researchers requiring precise DNA, RNA, and protein separation technology.

Integration of microprocessor-controlled switching power supplies ensuring ±0.1V stability. Future updates include AI-driven voltage optimization based on real-time buffer conductivity.
Transitioning from manual gel casting to pre-cast, RFID-tagged cassettes that interface directly with Laboratory Information Management Systems (LIMS) for seamless data traceability.
Next-gen systems featuring built-in LED transilluminators and CMOS imaging, allowing for real-time monitoring of migration without damaging samples with UV exposure.
The industry is currently pivoting toward Capillary Electrophoresis (CE) and Microfluidic Chips. Our factory is at the forefront of this shift, investing in clean-room facilities for micro-component assembly and high-throughput diagnostic modules that reduce reagent consumption by up to 70%.

Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. As a professional medical device supplier based in China, we leverage Lean Manufacturing and Smart Logistics.
Optimized systems for hemoglobin electrophoresis and serum protein analysis, critical for identifying metabolic disorders and blood-related pathologies in hospital environments.
Ultra-stable vertical electrophoresis units designed for DNA profiling and STR analysis, where precision and prevention of cross-contamination are paramount.
Field-portable electrophoresis kits for rapid microbial identification in water sources and soil, supporting global sustainability and health initiatives.
Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. We ensure that every OEM Electrophoresis System leaving our factory complies with the following:

ISO 13485:2016
Medical Device Quality Management

CE Marking
Compliance for European Economic Area

FDA Registration
Authorized for US Medical Market
Beyond compliance, we provide local technical support through a network of authorized service partners. This allows us to offer on-site installation, calibration, and training, ensuring your lab equipment operates at peak performance from day one.
When sourcing electrophoresis systems at scale, global enterprises prioritize more than just the price. They seek Operational Reliability and Lifecycle Support. Our factory addresses these needs through:

From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value. Our dedication to E-E-A-T principles means every product is backed by empirical data and expert engineering.



As a true one-stop supplier, we offer integrated services including consultation, sourcing, order tracking, and after-sales support. This holistic approach ensures that our clients—ranging from boutique research labs to multinational pharmaceutical giants—receive the same level of rigorous attention to detail.
A: We offer full customization of power supply ranges, gel tank dimensions, electrode material (Platinum or Stainless Steel), and digital interface features. We can also integrate specific branding and proprietary software protocols.
A: All our systems feature "Run-Pause" safety locks, leak detection sensors, and automatic shut-off when the lid is opened. They are fully compliant with IEC 61010-1 electrical safety standards.
A: For standard OEM modifications, lead times are 4-6 weeks. For completely new product development (ODM), the timeline ranges from 3-6 months, including prototyping and regulatory testing.
A: Yes, we provide a full range of high-purity laboratory consumables, including pre-cast gels, DNA ladders, and concentrated buffers, allowing for a complete one-stop procurement experience.
 Laboratory Vacuum CBD Oil Distillation Equipment Glass
Laboratory Vacuum CBD Oil Distillation Equipment Glass
 Rt-PCR Reagents Lassa Virus Nucleic Acid Detection Kit
Rt-PCR Reagents Lassa Virus Nucleic Acid Detection Kit
 Sewer Underwater Sonar Pipe Detection System
Sewer Underwater Sonar Pipe Detection System
 384 PCR Consumables 30UL Double Corner Cut
384 PCR Consumables 30UL Double Corner Cut
 Trojan WIT-1 Advanced Intelligent Sample Preparation
Trojan WIT-1 Advanced Intelligent Sample Preparation
 1000L Customized FDA Purified Water Treatment Machine
1000L Customized FDA Purified Water Treatment Machine
 Round Nozzle Air Handling Unit for Laboratory HVAC
Round Nozzle Air Handling Unit for Laboratory HVAC
 Dental Saliva Ejectors Disposable Medical Grade
Dental Saliva Ejectors Disposable Medical Grade

Dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide through superior manufacturing and unwavering quality control.