In the modern era of precision medicine, environmental monitoring, and food safety, the concept of Sample Integrity has transitioned from a backend laboratory concern to a frontline industrial priority. Sample integrity refers to the preservation of a sample's original physical and chemical state from the moment of collection through to analysis. For global exporters and suppliers, providing solutions that guarantee this integrity is paramount.
Current industrial data indicates that over 70% of errors in clinical and industrial laboratories occur during the pre-analytical phase. This has fueled a massive demand for Automated Sample Preparation Systems and high-precision stabilization equipment. From the bustling R&D hubs in North America to the rapidly expanding diagnostic networks in Southeast Asia, the need for reliable "Top 10" level suppliers has never been higher.
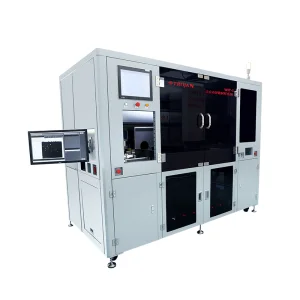
Integration of Artificial Intelligence in systems like the WIT-1 series allows for real-time monitoring of sample degradation and automatic adjustment of preparation parameters, reducing human error to near zero.
The rise of biologics and mRNA-based treatments requires ultra-stable frost-free refrigeration. Industrial cold storage units now feature IoT connectivity for global remote monitoring.
Laboratories are no longer processing dozens of samples, but thousands. Microwave digestion systems must handle massive volume without compromising the molecular signature of individual samples.
Green laboratory initiatives are pushing manufacturers to create energy-efficient equipment with lower reagent consumption, a core focus of our current R&D cycle.
New blood collection solutions are being designed to stabilize analytes at room temperature, crucial for remote areas or logistics-heavy regions.
As seen in Marya pharmaceutical systems, modularity allows facilities to scale their sample integrity solutions as their throughput grows, ensuring long-term ROI.
Procurement officers for multi-national diagnostic chains and government health departments face unique challenges. In tropical regions like Africa and South Asia, the primary concern is Thermal Stability. Our heavy-duty frost-free refrigeration units are specifically engineered to withstand fluctuating ambient temperatures while maintaining precise internal climates for bakery products and clinical bio-samples alike.
In high-regulation markets like the EU and USA, the focus shifts to Compliance and Traceability. Our Trojan WIT-1 systems provide comprehensive data logs, ensuring that every step of the sample preparation process is recorded for audit trails. Whether it's cytological cell smear centrifuges for oncology clinics or microwave digestion for heavy metal testing in mining, our solutions are localized to meet specific regional environmental and regulatory hurdles.

We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of "quality first, customer foremost," we have earned the trust and recognition of clients across international medical markets.
Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.

Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.
As a professional medical device supplier based in China, we adhere to the philosophy of "Quality First, Customer Supreme." Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide.
Sample integrity is the bedrock of scientific validity. In chemical analysis, particularly in pharmaceutical manufacturing, the use of a High Throughput Microwave Digestion System is essential. This technology uses microwave radiation to heat samples and reagents in a closed vessel, allowing for faster reaction times and higher temperatures than traditional methods. Without the precision control offered by our systems, volatile elements could be lost, leading to inaccurate results that could derail an entire drug development pipeline.
In the medical field, the Fully Automatic Clinical Veterinary Blood Auto Chemistry Analyzer exemplifies how sample integrity extends to animal health. Veterinary samples are often more sensitive to environmental changes than human samples. Our systems ensure that the biochemical profile remains static until the moment of testing. This level of reliability is why we are ranked among the top exporters globally.
Furthermore, our UV Cold Mounting Systems represent the cutting edge of material science sample preparation. By utilizing one-button operation and UV technology, we eliminate the thermal stress typically associated with traditional mounting, preserving the micro-structure of the sample perfectly for microscopic evaluation. This is critical for metallurgy and semiconductor inspection sectors where even a micron of distortion is unacceptable.
From the refrigeration of bakery products to the complex dispensing of pharmaceutical injectables, our mission remains the same: to provide the global market with the tools necessary to maintain the highest standards of quality. Our factory in China leverages economies of scale and advanced robotics to ensure that "Top 10" quality is accessible to laboratories and hospitals of all sizes, across every continent.