In the rapidly evolving landscape of In Vitro Diagnostics (IVD), urine testing remains a cornerstone of preventative medicine and acute clinical diagnosis. As a leading exporter of CE certified urine testing devices, we recognize that procurement directors and clinical researchers are no longer just looking for products—they are looking for compliance assurance, technical innovation, and supply chain resilience.
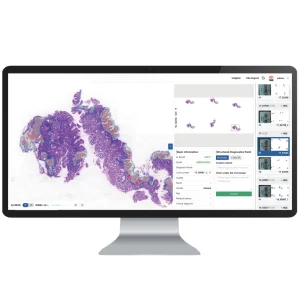
Expertise Highlight: Modern urine testing has transitioned from simple qualitative "dip-and-read" strips to sophisticated quantitative analysis using AI-integrated readers. Our factories in China are at the forefront of this transition, combining cost-efficiency with the rigorous standards required by the EU MDR (Medical Device Regulation).
This white paper explores the critical success factors in sourcing urinalysis technology, the strategic advantages of the Chinese medical supply chain, and the future trends that are shaping global healthcare outcomes.
Navigating the shift from IVDD to IVDR in the European Union is complex. Our urine testing devices are fully compliant with the latest CE standards, ensuring zero-interruption for our European distributors. We provide comprehensive technical dossiers for local registration in South America, Southeast Asia, and the Middle East.
Our digital urine analyzers support over 15 languages, allowing clinics in diverse regions to operate with minimal training. This localization extends to the reference ranges, which can be adjusted based on regional health benchmarks.
We provide localized technical training materials and digital "train-the-trainer" modules, ensuring that local engineers can maintain the devices throughout their lifecycle.
Sourcing from a Chinese Urine Testing Device Factory offers more than just competitive pricing. The true value lies in the Industrial Cluster Effect. In our manufacturing hubs, the integration of chemical reagent synthesis, precision plastic molding, and optoelectronic engineering happens within a 50km radius. This leads to:
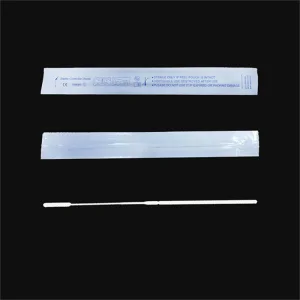
A major European insurance provider required 50,000 urine testing kits for their mobile health screening program. We developed a customized, CE-marked solution that included a smartphone-compatible reading strip, reducing their diagnostic costs by 45% while maintaining a 98% correlation with laboratory gold standards.
Machine learning algorithms are now being integrated into urine sediment analyzers, allowing for the automated identification of casts, crystals, and bacteria with higher precision than manual microscopy.
Urine testing is moving from the lab to the living room. Chronic kidney disease (CKD) patients can now monitor their albumin-to-creatinine ratio (ACR) using our CE-certified home-use devices.
Modern devices must speak the language of hospitals. Our systems feature seamless HL7 integration, ensuring that urine test results are instantly available in the patient's electronic health record.
We specialize in the manufacturing and global distribution of a wide range of medical products, including hospital equipment, medical disposables, surgical dressings, laboratory products, and home healthcare solutions. With a strong commitment to the principle of “quality first, customer foremost,” we have earned the trust and recognition of clients across international medical markets.

Our product portfolio is designed to meet the diverse needs of hospitals, clinics, laboratories, and distributors, ensuring reliable performance, safety, and compliance with international standards. From essential medical consumables to advanced diagnostic and laboratory support products, we strive to deliver consistent quality and value.
Our experienced foreign trade team possesses in-depth knowledge of international trade procedures, regional medical regulations, and cross-cultural communication. This enables us to provide efficient and professional support throughout every stage of cooperation. We aim to be a true one-stop supplier, offering not only a comprehensive range of medical products but also integrated services including consultation, sourcing, order tracking, and after-sales support.
As a professional medical device supplier based in China, we adhere to the philosophy of “Quality First, Customer Supreme.” Backed by lean manufacturing capabilities and strict quality control systems, we are dedicated to building long-term partnerships and delivering dependable healthcare solutions to customers worldwide.